![Manufacturing Trends 2024 [MB]](https://www.infopulse.com/uploads/media/banner-1920x528-manufacturing-trends-that-will-shake-the-world-in-2024.webp)
Manufacturing Trends that Will Rock the World in 2024
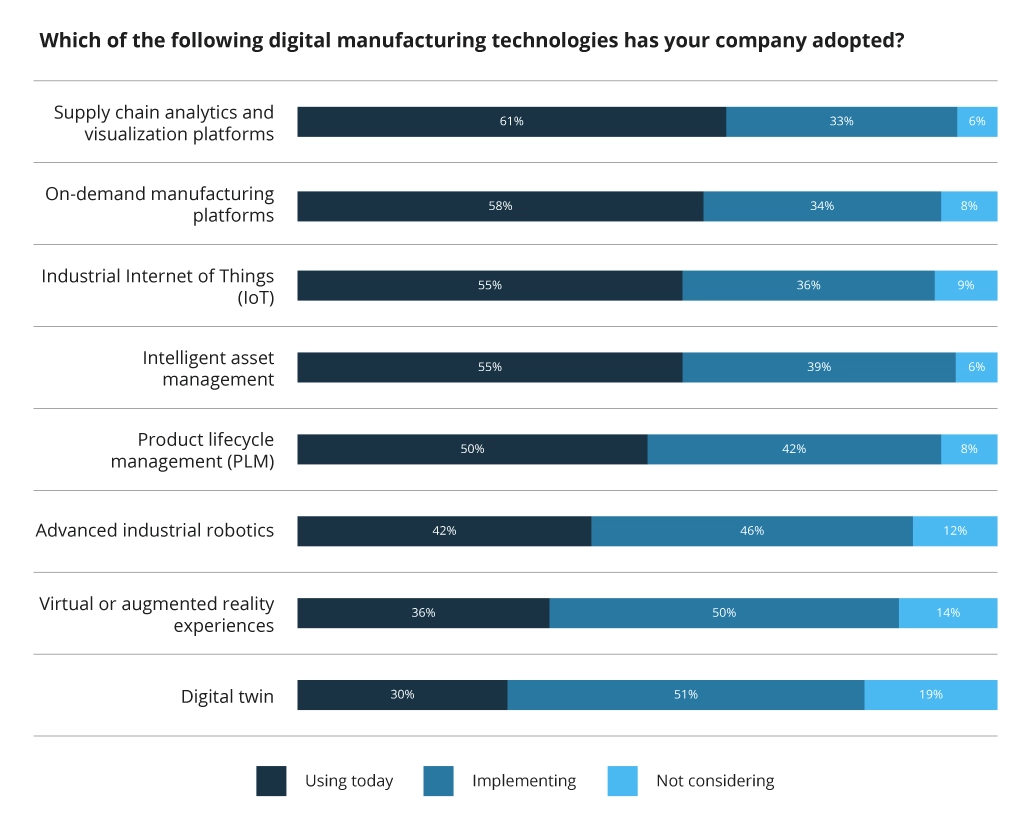
The fact remains that technology rules the world, and to be ahead of the game, you need to implement advanced solutions in your key workflows. In manufacturing, things have also moved forward. According to a recent report by Fictiv, 90% of manufacturers are already using digital technologies in their business.
What these technologies are, how they are implemented to revamp business processes, what benefits manufacturers receive — read on to find out what’s hot off the press!
Intelligent Automation and Robotics
The intelligent automation trend shook the manufacturing sector with $172.26 billion in market size in 2022, and is anticipated to reach a 10.5% CAGR during the 2023-2030 period.
By intelligent automation, we mean leveraging software technology as well as hardware machines to perform complex tasks without human intervention — to minimize errors and improve efficiency. Here are some examples of tech used to automate key manufacturing workflows:
- Soft programmable logic controllers (PLCs) process data from sensors and other connected devices to monitor parameters like operating temperature, machine performance, failure alarms, start and stop processes, etc. The controllers ensure continuous operation while minimizing high power consumption.
- Teachless robotics perform sorting and arrangement tasks without the need to be taught by human specialists. Empowered by speech recognition mechanisms, they are self-programmed to start working as soon as they hear a voice command.
- Digital twin technology leverages data from IoT devices to provide a virtual view over all manufacturing facilities, from machinery to the floor layout. In other words, it is an immersive representation of the physical space used for low-risk training, space planning, touring, virtual inspection visits, and more.
Artificial Intelligence and Advanced Analytics
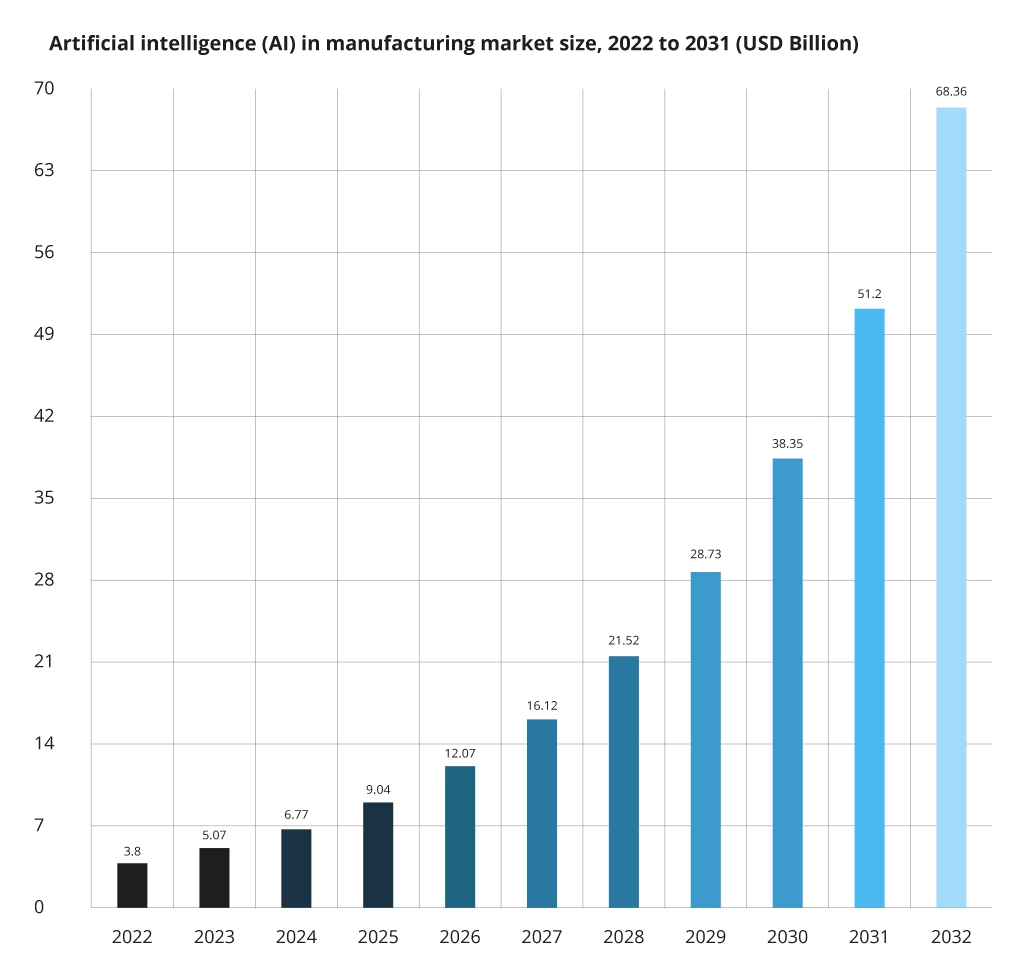
Manufacturing is led by the Smart Factory 5.0 concept, meaning humans are working more and more alongside artificial intelligence systems to enhance key processes. It stands to reason that the worldwide AI manufacturing market size was estimated at $3.8 billion in 2022; ten years later, it is projected to hit the $68.36 billion mark, which equals a CAGR of 33.5% over the forecast 2023-2032 period.
Artificial intelligence revamps manufacturing in an array of ways, from powering software platforms like CRM and ERP to enhancing robotic systems. Combined with advanced analytics, AI opens up the way to autonomous, data-driven factories through:
- Predictive maintenance is about collecting historical and real-time data on equipment performance and workspace environment to predict machine failures and perform maintenance in a timely manner.
A case in point: Infopulse established an advanced analytics infrastructure to allow an international manufacturer to monitor quality and predict defects in casting stainless steel slabs. The delivered solution helped slash a number of defects, lower the cost for defects detection, and boost manufacturing efficiency.
- Quality control. Computer vision-based systems are able to automatically inspect products for defects using predetermined anomaly detection patterns.
- Supply chain management. AI and data analytics can help manufacturers automate inventory management as well as make logistics more cost-effective by analyzing fuel consumption, recognizing truck number and speed, route time, and more.
- Workflow optimization. ML algorithms accelerate detecting inefficiencies in manufacturing processes and taking measures to notably improve them. The result is enhanced efficiency, reduced waste, and slashed costs.
For more information about AI/ML implementation in manufacturing, check out our dedicated blog post on the subject.
Industrial IoT and Hyperconnectivity
The global IoT in manufacturing market size was about $321 billion in 2022 and is estimated to exceed the $1,562 billion mark by 2032 with a CAGR of 17.2%. Continuously powered by the Internet of Things, manufacturing goes further with hyperconnectivity, i.e., networkability of everything.
The key goal of hyperconnectivity is to eliminate communication gaps between employees, stakeholders, machines, systems, and processes. This creates the need to smoothly transmit huge data volumes, which in turn is driving the explosive growth of 5G right now. When all these disparate systems and data sources are firmly connected and coordinated on all levels, manufacturers acquire real-time visibility into the entire shop floor and can make more informed decisions on production, supply chain management, maintenance, and other critical operations. In turn, you obtain value like the improved efficiency and optimization of production standards.
A case in point: Infopulse’s R&D team helped a digital innovation company train a convolutional neural network to recognize digits on the customer’s gauges in less than two seconds — despite image defects. This helped the customer achieve high fault tolerance, reliability, and accuracy, while lowering development costs.
Additive Manufacturing
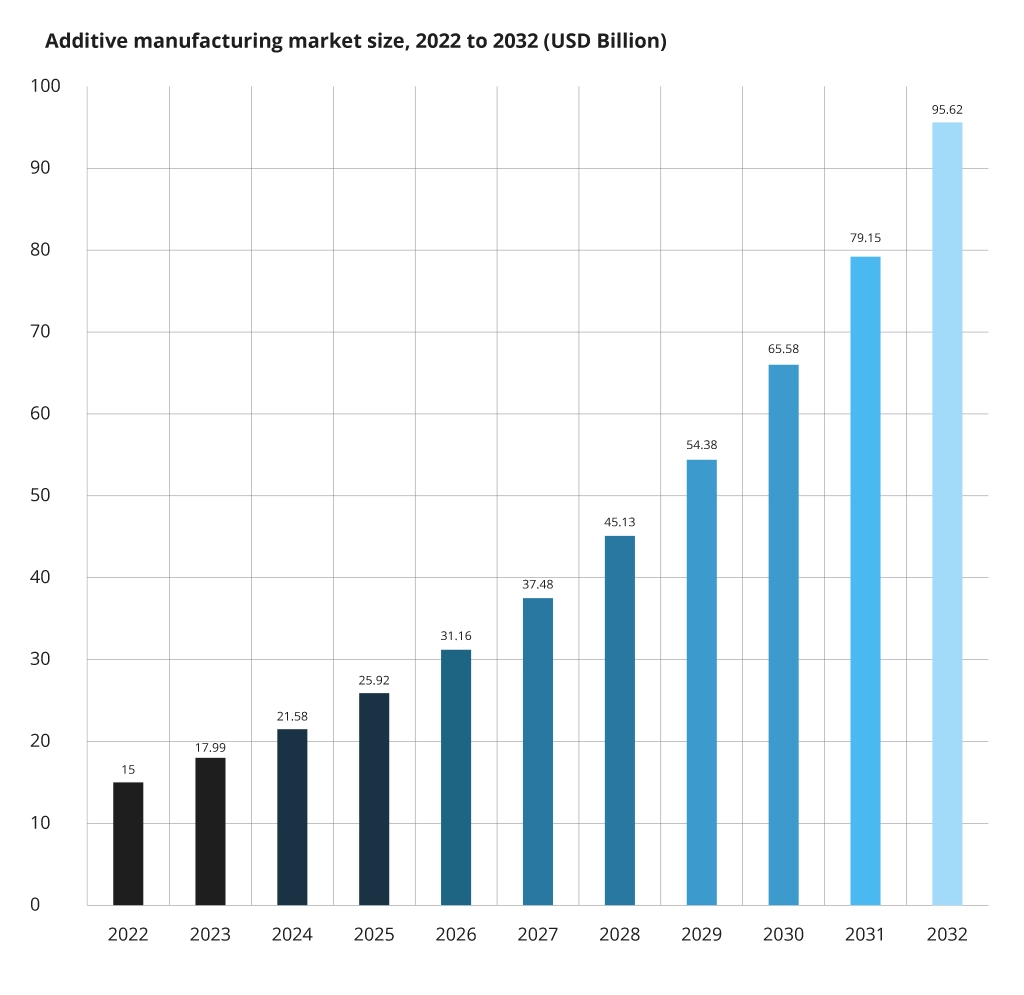
Also known as 3D printing, additive manufacturing (AM) is another trend worth watching. With the global market size reaching $15 billion in 2022, this number is projected to be $95.62 billion by 2032, which represents significant growth (CAGR of 20.4%).
In its essence, AM means building three-dimensional objects by adding material layer by layer only when and where it is needed. This method enables material efficiency and presupposes less waste as compared to traditional subtractive methods. The use cases include:
- Prototyping. According to a recent Hubs report, 66% of respondents stated that prototyping is their primary use of 3D printing, helping them speed up the product development process.
- Tooling and end-use parts production that was cited by 21% of manufacturers as their primary AM application, and presupposes rapidly producing molds, jigs, fixtures, and complicated parts. This helps minimize equipment downtime while waiting for repair and accelerates the introduction of new products.
- 3D printing is also used to produce spare parts that are difficult to find as well as expensive and time-consuming to manufacture. Such 3D printed replacement parts enable reducing lead times and logistics expenses.
Extended Reality
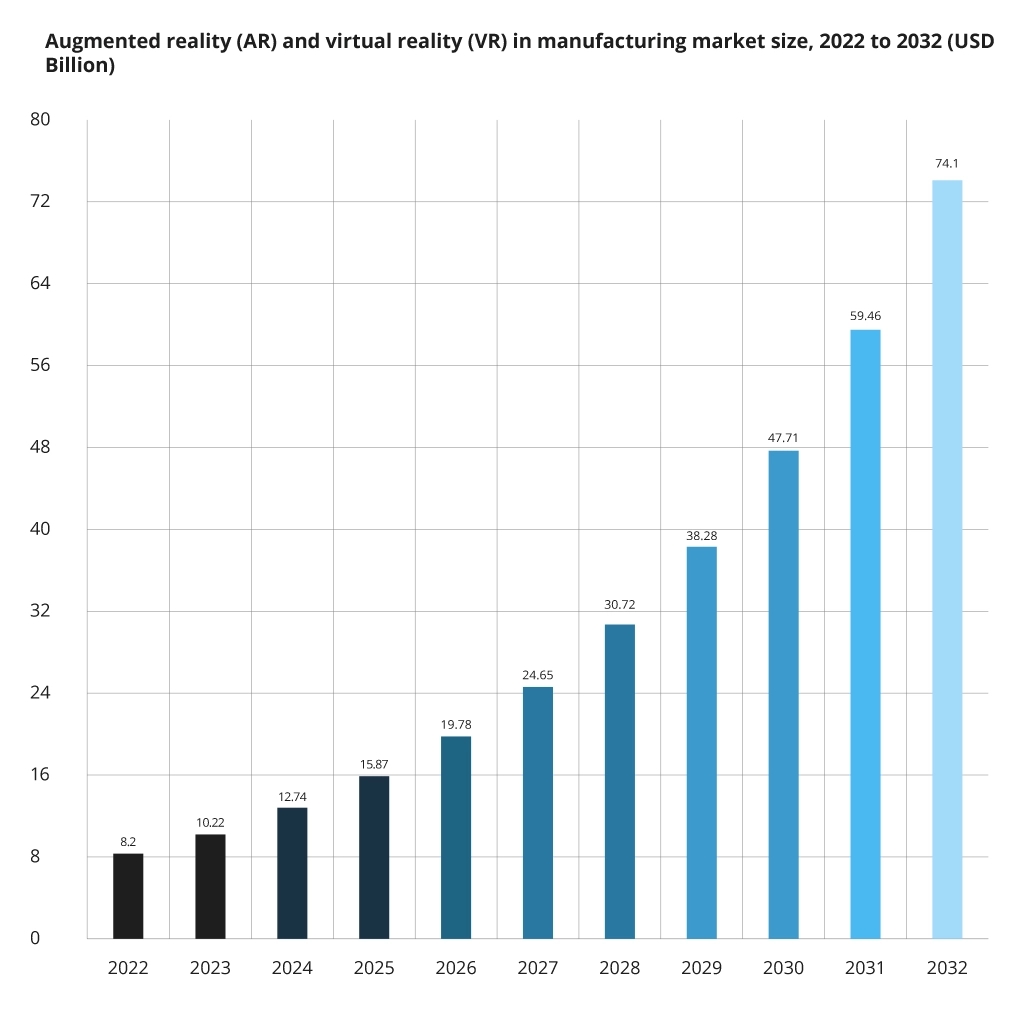
Extended reality (XR) technologies like AR and VR have been recently revamping the manufacturing industry. In 2022, their market size reached $8.2 billion, and by 2032, it is forecast to be $74.1 billion, which equals a CAGR of 24.62%.
Such a boom is no surprise, considering the value XR brings. By combining the real world with computer-generated graphics and interactive elements, this technology shines in the following tasks:
- Immersive training. Taking machines out of operation for training needs leads to downtime that negatively influences productivity and costs. Here is where XR simulations come into play, helping workers master their skills in a safe environment.
- Product development. Similar to 3D printing, extended reality can assist manufacturers at every stage of the development lifecycle, from concept creation to deployment to testing — saving time and money.
- Maintenance. When a machine breaks down, XR allows on-site workers to connect with experts for virtual diagnostics and repairs, improving work efficiency by 30% and preventing 75% of costly trips, which equals in average $58,512 in cost savings per specialized repair expert.
- Warehouse management. Equipped with smart AR glasses, manufacturers can easily navigate their settings and process data from production lines, sales departments, and inventory. This enables more efficient planning and scheduling for warehouse operatives.
A case in point: Infopulse built an interactive, multi-user VR platform for a global vehicle manufacturer to enable collaborative training sessions. The solution helped the client enhance engagement and knowledge retention, improve occupational safety, optimize costs, and reduce carbon footprint.
If you’d like to adopt immersive technology for your enterprise, our XR experts are here to help.
Digital Twins
Another trend that can be effectively implemented in manufacturing to drive benefits is digital twin technology. This concept refers to replicating the entire factory, including equipment, raw materials, products, and processes. With virtual replicas at hand, manufacturers can get the dynamics of how an object functions in the real world to identify and address potential bottlenecks.
- System design. Digital twin visualization techniques are actively used for planning and testing new products before proceeding to physical system creation. You can also simulate different machining strategies to define the most suitable one. At this stage, possible issues and optimization areas can be pinpointed, which saves manufacturers time and money.
- Equipment monitoring. By providing an exact virtual model of the entire shop floor, digital twins help control equipment performance and health. In combination with AI, this tech instantly detects potential failures long before they occur, allowing the staff to take proactive measures.
- Quality management. On top of monitoring equipment conditions, digital twins are also helpful in other key processes, including spotting product defects, optimizing the supply chain, and finding inconsistencies in inventory management.
A case in point: Infopulse built a real-time industrial Digital Twin of gas turbine operation for a leading gas and oil company. Coupled with advanced analytics, this technology enabled data collection from 250+ sensors and its analysis to detect abnormal gas turbine behavior with 93% accuracy, thus preventing downtime.
Microfactories
Another popular trend is microfactories. These represent a hyper-automated, high-tech manufacturing setup that uses downsized equipment and small spaces to produce high-mix low-volume (HMLV) products. By such products we mean tailored, highly complex items with specific quality requirements that are issued in small quantities for particular sectors, from medtech and life sciences to office automation and lifestyle. To complete this mission, microfactories make the most of the following advanced technologies:
- Robotics. Machines in such factories are set up in modules that can be smoothly moved from one station to another for multi-level production and then re-tooled for building other personalized products.
- Automation in microfactories operates at a higher level compared to traditional manufacturing settings, covering not only key production workflows, but also back-office operations such as budgeting, invoicing, and quoting.
- IoT and AI help analyze operational data and customer feedback to innovate toward a more streamlined and efficient factory with enhanced quality assurance, rapid idea implementation, workflow optimization, and more.
Unlike in traditional settings, microfactories first get orders and only then proceed to full-fledged production, which results in reduced footprint and overhead costs. Better sustainability and cost-effectiveness are also achieved through direct order transfer, i.e., microfactories do not have a firmly established supply chain.
Where Do We Go from Here?
We have outlined these key trends to give you an understanding of how you can innovate to get a competitive edge. But it does not mean you should implement all these technologies in your manufacturing processes. A software development company like Infopulse will help you analyze your business needs and specifics to create a comprehensive innovation strategy. Our competence in smart manufacturing includes:
- Intelligent automation
- IoT software development and customization
- AI/ML solution development
- Computer vision implementation
- State-of-the-art data analytics
What solutions you need, how and where it is better to adopt them, what benefits you will receive and how you can use them for further business growth — we can help with this and other key aspects.


![Defender for IoT [thumbnail]](/uploads/media/thumbnail-280x222-how-to-ensure-Iot-and-ot-security98.webp)
![Extended Reality for Manufacturing [thumbnail]](/uploads/media/the-place-of-extended-reality-280x222.webp)



